





Postęp i główne cechy technologii formowania FFX
(1) Maszyna formująca FFX może produkować rury spawane o wyższej jakości stali, cieńszych i grubszych ściankach. Ponieważ odkształcenie FFXmaszyna do robienia rur erwTechnologia formowania opiera się głównie na rolkach poziomych, a rolki pionowe na etapie formowania zgrubnego nie muszą używać rolek wewnętrznych do kontrolowania odkształcenia. Struktura urządzenia charakteryzuje się zarówno miękkością, jak i sztywnością. Łatwo uzyskać wysoką wytrzymałość i sztywność, a także może stabilizować produkcję wysokiej jakości rur spawanych o średnicy powyżej 219 mm, D/t=10 ~ 100 i gatunku stali do P110.


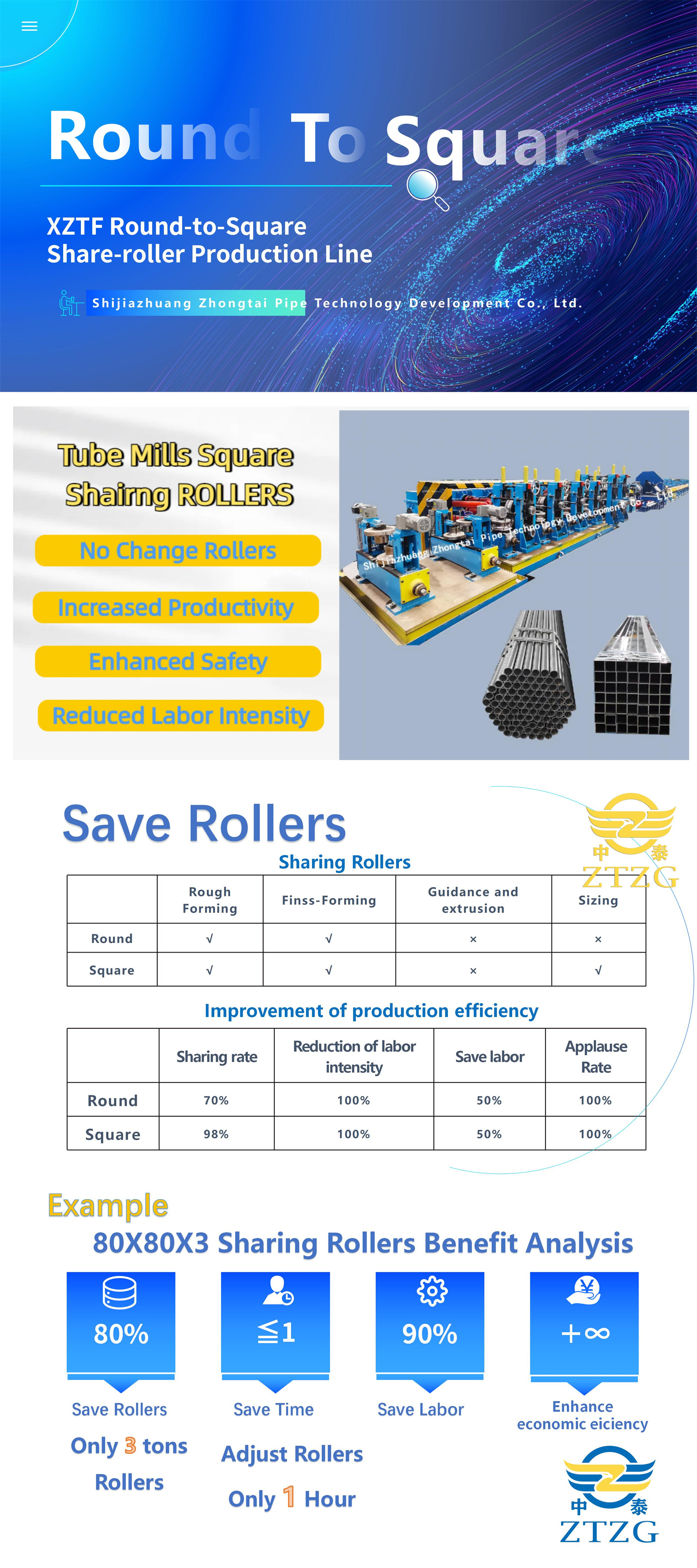
(2) Rolki poziome i rolki pionowe sekcji formującej FFX wmaszyna do produkcji rursą w pełni współdzielone. W technologii formowania FFX ewolwentowy kształt rolki i metoda gięcia typu rolka do rolki są organicznie połączone, dzięki czemu rolki poziome i pionowe mogą być w pełni współdzielone. Na przykład sekcja formowania rur ZTF trzeciej generacji wmłyn rurowy, opracowany przez ZTZG, wymaga jedynie dzielenia zestawu rolek do formowania zgrubnego. Zmniejsza to koszt rolek i upraszcza użytkowanie i zarządzanie rolkami.
(3) Rozkład odkształceń jest rozsądny, a proces formowania jest stabilny. Na etapie formowania wstępnegomłyn rurowy, metoda dużej deformacji przyjmuje głównie poziome rolki, tak aby krzywizna boku otwartej rury była zbliżona do krzywizny gotowej rury spawanej, a deformacja drobnego formowania jest niewielka. Ten rozsądny rozkład deformacji sprawia, że formowanie jest stabilne i pokonuje wady walcowania rzędowego. Ukryte niebezpieczeństwo wad spawanych rur jest spowodowane nierozsądnym rozkładem deformacji w starszychmłyny rurowe.
(4) Metoda ciągłego formowania przez gięcie, stosowana wmłyn rurowy, jest stosowany w celu stworzenia najlepszych warunków do spawania wysokoczęstotliwościowego. Technologia formowania FFX, wdrożona wmaszyna do produkcji rur, przyjmuje metodę formowania ciągłego gięcia i w pełni wykorzystuje odpowiednie cechy formowania rolek poziomych i pionowych. Zapewnia to brak martwej strefy odkształcenia w sekcji taśmy, a co ważniejsze, skutecznie pokonuje odkształcenie spowodowane zmianami grubości i wytrzymałości taśmy. Minimalizacja odzysku sprężystego poprawia dokładność formowania i stabilność wmłyn rurowy. Po wstępnym uformowaniu wmłyn rurowy, krawędź taśmy stalowej jest całkowicie odkształcona plastycznie, a krzywizna krawędzi otwartej rury jest bardzo zbliżona do krzywizny gotowej rury. Odkształcenie podczas formowania precyzyjnego jest minimalne, co zapewnia zachowanie kształtu otwartej rury po formowaniu zgrubnym, co stwarza optymalne warunki do spawania wysokoczęstotliwościowego wmłyn rurowy.
(5) Poprawia jakość spawanej rury produkowanej przezmłyn rurowyW porównaniu z tradycyjną technologią profilowania rolkowego, technologia formowania FFX, wdrożona wmaszyna do produkcji rur, poprawia również jakość spawanej rury w następujących dwóch aspektach: Po pierwsze, po wstępnym uformowaniu w młyn rurowy, ponieważ krzywizna krawędzi otwartej rury jest bardzo blisko gotowego korpusu rury, niedopasowanie rolek wytłaczających podczas etapu wykańczania jest zminimalizowane, nawet w przypadku rur spawanych o wysokiej wytrzymałości i grubości ścianek. Po dokładnym uformowaniu wmłyn rurowy, dwie strony krawędzi paska są zasadniczo równoległe (nie dodatni kształt litery V ani odwrócony kształt litery V) połączeniami czołowymi. Jednorodne zadziory powstają na wewnętrznych i zewnętrznych powierzchniach spawanej rury, co sprzyja skrobaniu zadziorów. Jednocześnie większy kąt spawania w kształcie litery V można zastosować przed spawarką wysokoczęstotliwościową, skutecznie zapobiegając wadom spawania, takim jak szare plamy. Po drugie, dzięki metodzie ciągłego formowania kołnierza stosowanej wmłyn rurowyi unikalna konstrukcja przejścia walcowego, każda część sekcji taśmy stalowej ulega maksymalnie jednej deformacji podczas etapu formowania zgrubnego. Przejście odkształcenia jest dobrze połączone, zapobiegając powtarzającej się deformacji pojedynczego obszaru, a tym samym minimalizując lokalne przerzedzenie spowodowane naciskiem walca. Dlatego odkształcenie jest równomierne, naprężenie wewnętrzne jest niskie, a ogólna jakość wewnętrzna spawanej rury wytworzonej przezmłyn rurowyjest ulepszona.
Podsumowując, nasza technologia formowania rur ZTF-IV ERW, wdrożona w ramachmłyn rurowy, łączy wiele zalet tradycyjnych metod formowania rolkowego i formowania rolkowego, wykazując znaczący postęp. ZTZG wyprodukowało wiele linii produkcyjnych rur spawanych ZTF dla różnych przedsiębiorstw. Wśród nich Tangshan Wenfeng Qiyuan Steel zaprojektowało i wyprodukowało czwartą generację automatycznej linii produkcyjnej formowania FFX w ramach swojejmłyn rurowy, który obejmuje sterowanie komputerowe, co oznacza, że innowacyjne koncepcje ZTZG weszły w nowy etap. Nasza technologia elastycznego formowania ZTF(FFX), wykorzystywana wmaszyny do produkcji rur, będzie nadal udoskonalany i rozwijany poprzez ciągłe użytkowanie w ramachmłyn rurowyśrodowisko.
Czas publikacji: 04-02-2023




