









System szybkiej wymiany młyna rurowego Erw
Specjalizujemy się w produkcji rur
Ponad 23 lata...
Służy do szybkiej wymiany rolek. Zamontuj rolkę kolejnej rury stalowej, która ma zostać wyprodukowana, na wałku szybkiej wymiany z wyprzedzeniem. W przypadku konieczności zmiany specyfikacji rury stalowej, mechanizm szybkiej wymiany zębatki wypchnie wałek z używaną specyfikacją rolki, a wałek szybkiej wymiany zainstalowany z nową rolką może zostać wdrożony do produkcji, co pozwala na szybką zmianę specyfikacji rury stalowej.
System szybkiej wymiany
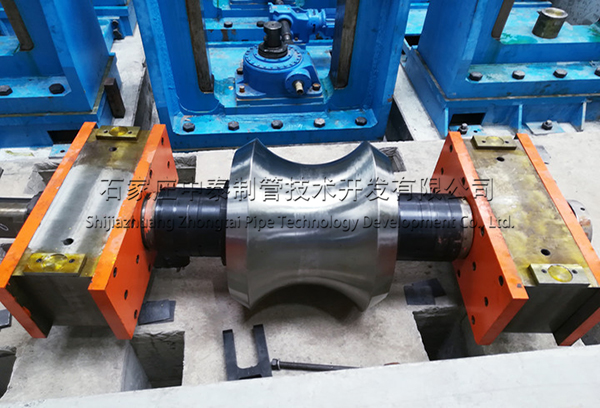
Linia wykorzystuje system szybkiej wymiany sekcji formujących i kalibrujących. Wały zapasowe można wstępnie zmontować za pomocą odpowiednich rolek. Podczas wymiany, za pomocą korony, należy umieścić wał na stanowiskach produkcyjnych, ustawić śrubę mocującą i połączyć z wałem napędowym (wał napędowy jest zaprojektowany jako szybko demontowalny, co eliminuje konieczność stosowania śruby kołnierzowej). Demontaż wału odbywa się za pomocą układu hydraulicznego, co ułatwia obsługę. Ten system szybkiej wymiany został przetestowany w wielu sytuacjach, co dowiodło jego skuteczności w radzeniu sobie z problemem cofania się wody, a jednocześnie pozwala na usuwanie osadu i pyłu podczas pracy.
Jesteśmy tutaj, aby pomóc Ci odnieść sukces

System szybkiej wymiany wału poziomego
Podczas wymiany rolek należy odsunąć bok całego zespołu wału, podnieść zespół wału z pierwszą specyfikacją rolek z wózka transportowego za pomocą korony i odłożyć go na bok, podnieść zespół wału z drugą specyfikacją rolek, umieścić go na wózku transportowym, a następnie wsunąć wał z powrotem do ramy. Skraca to czas wymiany rolek w całym młynie z około 6 godzin do ≤2 godzin.

Urządzenie do demontażu wału przekładni hydraulicznej
Wał napędowy został zaprojektowany jako szybko demontowalny, co eliminuje konieczność demontażu śruby kołnierza. Demontaż wału odbywa się za pomocą układu hydraulicznego, co ułatwia obsługę. Czas wymiany wału z systemem szybkiej wymiany: około 8 godzin (zwykle 1,5-2 dni bez systemu szybkiej wymiany).

Szybkozmienny wałek
Gdy zachodzi konieczność zmiany specyfikacji rury, należy wstępnie naprężyć rurę o nowej specyfikacji, a następnie wdrożyć do produkcji wał szybkiej wymiany zamontowany z nową rolką, co pozwoli na szybką zmianę specyfikacji rury stalowej.Jeśli wyposażony w dodatkowy zestawwałów, przybliżony okres wymiany rolek wynosi <2 godziny.
Informacje o produkcie
| Komponent linii produkcyjnej rur stalowych | Rozwijarka Spawarka ścinająca i czołowa Akumulator Maszyna do formowania i kalibrowania Spawarka HF Latająca piła Maszyna do układania i pakowania |
| Komponent sprzętu | Jednostka wału formującego precyzyjnego Jednostka wału prowadzącego szew Jednostka wału walców wytłaczających Jednostka wałka polerującego rolkę Jednostka wału ramy ciągnącej Maszyna do prostowania wymiarów Jednostka wałowa |
| Tworzywo | Stal o wysokiej wytrzymałości, stal niskowęglowa, GI itp. |
| Szerokość taśmy stalowej | 320 mm- 2400 mm |
| Grubość taśmy stalowej | Maks. 22 mm |
| Taśma stalowa w kręgach | Średnica wewnętrzna: Φ 610-760 mm Średnica zewnętrzna: Φ 1300-2300 mm Waga: maks.=8-30 ton |
| Rura okrągła | Φ114-Φ720 mm |
| Grubość | 1,2-22,0 mm |
| Rury kwadratowe i prostokątne | 80x80mm-600x600mm |
| Grubość | 1,2-22,0 mm |
| Długość | 4-16 metrów |
| Prędkość formowania | 20-80 m/min (Uwaga: Maksymalna grubość średnicy rury nie odpowiada maksymalnej prędkości) |
| Kierunek karmienia | Podawanie z lewej strony (lub z prawej strony), opcja do wyboru przez klienta |
| Zainstalowana moc elektryczna | 400 kW-2500 kW |
| Rozmiar linii produkcyjnej | 78m (długość) × 6m (szerokość) - 400m (długość) × 40m (szerokość) |
| Kolor maszyn | Niebieski lub niestandardowy |
| Roczna produkcja | 8-30 T |
Wysoka automatyzacja
Jedna z kluczowych regulacji serwosilnika.
Niskie straty
Niskie straty jednostkowe i niskie koszty produkcji.
Wysoka dokładność
Błąd średnicy wynosi zaledwie 0,5/100 średnicy zewnętrznej rury.
Zastosowanie produktu w maszynie do produkcji rur
Jesteśmy w stanie zaprojektować i wyprodukować maszynę do produkcji rur zgodnie z wymaganiami klienta.



Wszystko, czego potrzebujesz do stworzenia linii produkcyjnej rur stalowych
Nasz Certyfikat

Nasza firma
Firma Shijiazhuang Zhongtai Pipe Technology Development Co., Ltd. została założona w 2000 roku w Shijiazhuang, stolicy prowincji Hebei. Fabryka zajmuje powierzchnię 67 000 metrów kwadratowych. Naszymi głównymi produktami są linia produkcyjna rur spawanych prostoliniowo prądami wysokiej częstotliwości, linia produkcyjna stali walcowanej na zimno, wielofunkcyjna linia produkcyjna rur spawanych/walcowanych na zimno, linia produkcyjna do cięcia wzdłużnego, walcownia rur ze stali nierdzewnej, różnorodne urządzenia pomocnicze i walce do walcowni rur itp.

Gotowy na nowy
Przygoda biznesowa?
Skontaktuj się teraz!
| LINIA DO WALCOWANIA RUR ERW | |||||
| Model | Rrura okrągła mm | Kwadratrura mm | Grubość mm | Prędkość robocza m/min | |
| ERW20 | Ф8-Ф20 | 6x6-15×15 | 0,3-1,5 | 120 | Przeczytaj więcej |
| ERW32 | Ф10-Ф32 | 10×10-25×25 | 0,5-2,0 | 120 | |
| ERW50 | Ф20-Ф50 | 15×15-40×40 | 0,8-3,0 | 120 | |
| ERW76 | Ф32-Ф76 | 25×25-60×60 | 1,2-4,0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35-70×70 | 1,5-4,5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40-90×90 | 1,5-4,5 | 65 | |
| ERW140 | Ф60-Ф140 | 50×50-110×110 | 2,0-5,0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60-130×130 | 2,0-6,0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70-170×170 | 2,0-8,0 | 50 | |
| ERW273 | Ф114-Ф273 | 90×90-210×210 | 3,0-10,0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110-250×250 | 4,0-12,7 | 40 | |
| ERW377 | Ф165-Ф377 | 130×130-280×280 | 4,0-14,0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170-330×330 | 6,0-16,0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210-400×400 | 6,0-18,0 | 25 | Przeczytaj więcej |
| ERW660 | Ф325-Ф660 | 250×250-500×500 | 6,0-20,0 | 20 | Przeczytaj więcej |
| ERW720 | Ф355-Ф720 | 300×300-600×600 | 6,0-22,0 | 20 | Przeczytaj więcej |
| LINIA PRODUKCYJNA RUR ZE STALI NIERDZEWNEJ | |||||
| Model | Rrura okrągła mm | Kwadratrura mm | Grubość mm | Prędkość robocza m/min | |
| SS25 | Ф6-Ф25 | 5×5-20×20 | 0,2-0,8 | 10 | Przeczytaj więcej |
| SS32 | Ф6-Ф32 | 5×5-25×25 | 0,2-1,0 | 10 | Przeczytaj więcej |
| SS51 | Ф9-Ф51 | 7×7-40×40 | 0,2-1,5 | 10 | Przeczytaj więcej |
| SS64 | Ф12-Ф64 | 10×10-50×50 | 0,3-2,0 | 10 | Przeczytaj więcej |
| SS76 | Ф25-Ф76 | 20×20-60×60 | 0,3-2,0 | 10 | Przeczytaj więcej |
| SS114 | Ф38-Ф114 | 30×30-90×90 | 0,4-2,5 | 10 | Przeczytaj więcej |
| SS168 | Ф76-Ф168 | 60×60-130×130 | 1,0-3,5 | 10 | Przeczytaj więcej |
| SS219 | Ф114-Ф219 | 90×90-170×170 | 1,0-4,0 | 10 | Przeczytaj więcej |
| SS325 | Ф219-Ф325 | 170×170-250×250 | 2,0-8,0 | 3 | Przeczytaj więcej |
| SS426 | Ф219-Ф426 | 170×170-330×330 | 3,0-10,0 | 3 | Przeczytaj więcej |
| SS508 | Ф273-Ф508 | 210×210-400×400 | 4,0-12,0 | 3 | Przeczytaj więcej |
| SS862 | Ф508-Ф862 | 400×400-600×600 | 6,0-16,0 | 2 | Przeczytaj więcej |
Zostaw swoją wiadomość
PowiązanyPRODUKTY
-

Sprzęt do spawania rur ze stołem szybkozmiennym
-

Dobrzy dostawcy hurtowi spawanych elementów kwadratowych o wysokiej częstotliwości...
-

Szybkozmienny stół roboczy ZTZG Φ32 spawany ...
-

Linia produkcyjna rur ze stołem spawalniczym o szybkiej wymianie
-

Stół roboczy Quick-Change Φ50 do frezowania rur
-

Stół roboczy do szybkiej wymiany ZTZG Φ127 do spawania rur ...






